On the off chance I mess up and say need to stop my job momentarily for whatever reason. Is it possible to pause and resume in Repetier? Ive noticed there is a kill button which I might of used once that I believe will kill the operation after its last line of g code is ran. I dont know if you would lose your X0 and Y0 when that happens or not.
I was curious can you pause and resume?
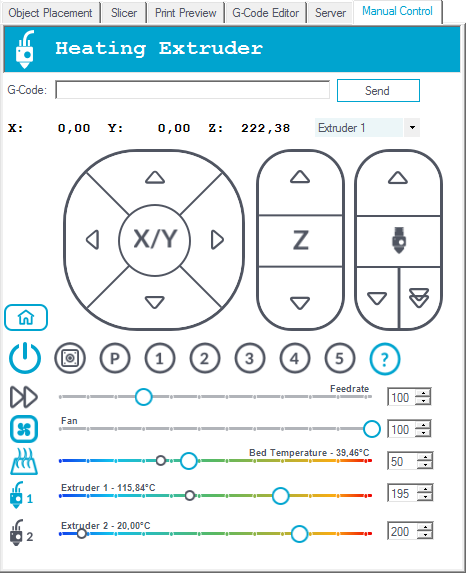
And also I was wondering if there is anyway to change the feedrate % on the fly? I know you can adjust the LCD knob and also adjust the speeds in the manual window. But dont those have to wait till the last section of code is ran? Say I massively screw up with my feedrate is there any way to quick lower the feed rate before I break a bit for example?
One other question sorry lol. Im trying to change the name of my script files and for some reason if I change them in Repetier it doesn’t show what I wrote. Is this a known bug maybe?
I don’t use RH, so I’m not sure if there is a pause button. I think there is on the LCD. But this, and the feedrate have the same issue of working on the code going into the buffer, while Marlin has a few moves still in the buffer. It isn’t the whole file, but the next 5-10 moves can be in the buffer, and it won’t pause until they are done, and it won’t change the feedrate until they are done either. If the next 4 moves are the 4 sides of a square, then it won’t have an impact for a while. If the next 10 moves are the next 10mm, then it will work fine. Jamie worked on a shortcut switch on an extra pin to act as an immediate pause button. The trouble there is that it completely stops, with no deceleration, so you have a real possibilty of losing steps, or just flexing things and leaving a mark on the work.
Its not a huge ordeal but these buttons labeled 1,2,3,4,5 when you hover the mouse over it will show what they are labeled as, but it doesn’t reflect what you changed in the configuration idk why. Again nothing to crazy.
I use pronterface for the first setup (but I don’t really recommend it) and then I use v1pi for everything else. I jump back and forth between cncjs and octoprint.
That feedrate slider is probably the feedrate adjustment youre looking for. Octoprint has one too. It translates into M220 I think. Octoprint also has pause/resume function and you can add extra scripts, for example if you want to stop the spindle on pause and start (and dwell a bit) on resume.
The biggest issue like Jeff said is it doesn’t take effect immediately. There is a movement queue of about 16 segments that must be depleted before the feedrate change or pause takes effect. Depending on the job, this could be a long time if there are many long straight segments. Surfacing a spoilboard this can easily be five minutes, which makes it worse than useless.
Also an instant pause seemed particularly useful but it doesn’t exist in Marlin. I implemented a function for an external pause button which was pretty simple (but doesn’t respect acceleration, so it carries some risk). It was not accepted into upstream Marlin but you could aplly the patch yourself.