I’m having a problem that is most appearant when doing pocketing.
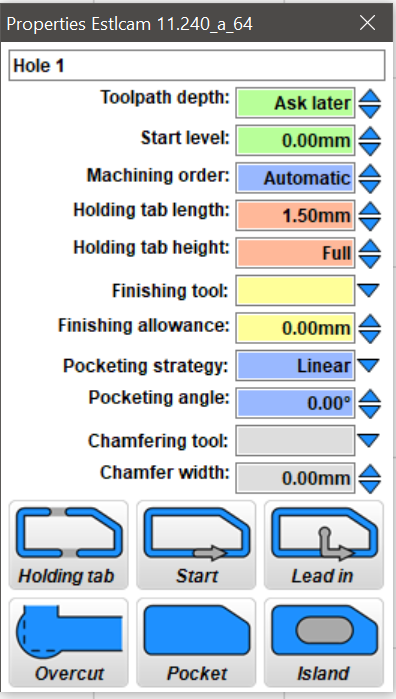
When carving a linear pocket, the carve leaves material roughly 10% of the diameter of the tool in between passes.
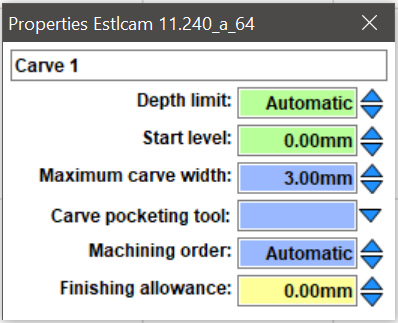
I also recently did a V Carve where I believe it tried to plunge too deep, possibly thinking it was a wider bit.
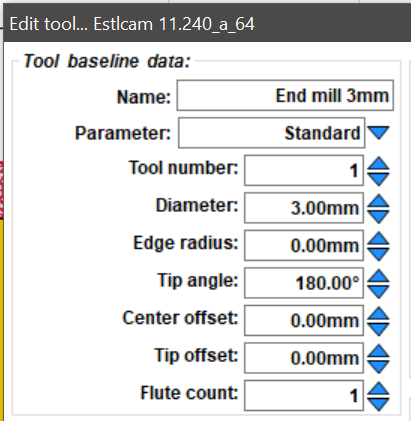
I know that I originally had this same problem (I recently had to get a new laptop), and I more or less resolved the issue by telling Estlcam that the bits were undersized by some factor.
Of course this is a very poor solution, and it would be nice to fix it properly this time around.
The router bits have been pretty high quality, made by Freud. I measured them with my Mitutoyo calipers. The units are correct, currently they are inches, previously they had been converted to mm.
The overall dimensions always seem to come out accurately.
Using the actual “Carve” function, or “Hole” function with pocketing?
Are you referring to each alternating linear movement as it clears material in the pocket, or one depth of cut of the entire area of the pocket? If it’s the latter, I would look at your finishing allowance, it should be zero.
Definitely turned out to be mismatched units somewhere.
Definitely probably.
I also changed a few other settings that probably had nothing to do with it, and noticed the Z axis coupling was squished, and two of the screws had backed out. That was causing erratic Z movement and causing the nose diving problems I was having.
I ran a fairly large pocket the other day that worked out well, and the v carves are crisp again.