Hi,
presenting my version of the MPCNC Primo ( My Primo in Multi-Colour, Multi-Material on a Alu-Frame 30x30 B-Type Nut 8 ) I have mentioned to realize some tools for core adjustment. Current problem is that the pipes between the trucks are not really orthogonal to each other. My pipes have an angle something between 89° and 90°. 
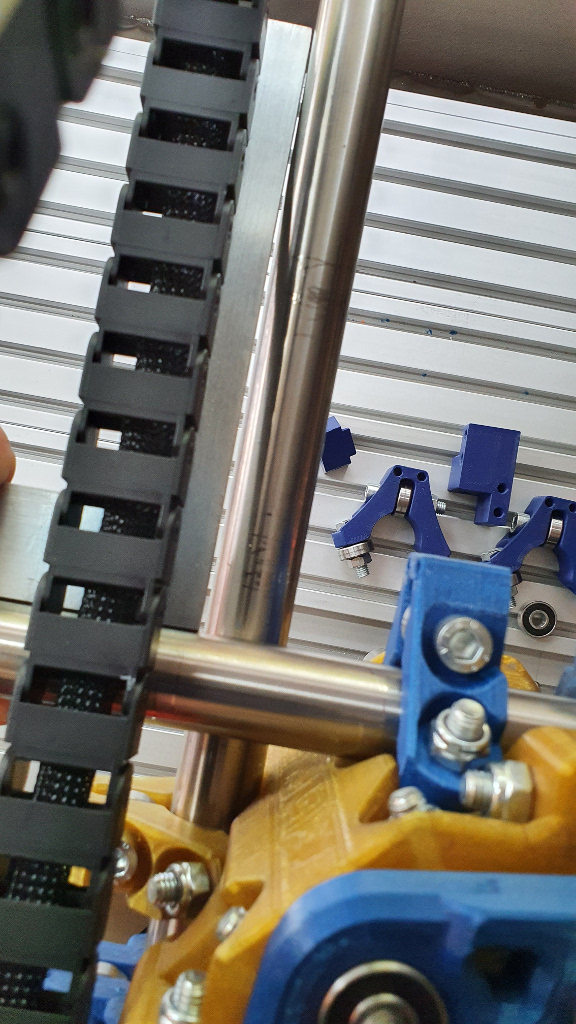
On the image above you can see that there is a small “distance” of ca. 0,5mm at the perpendicular axis which need to be reduced to zero.
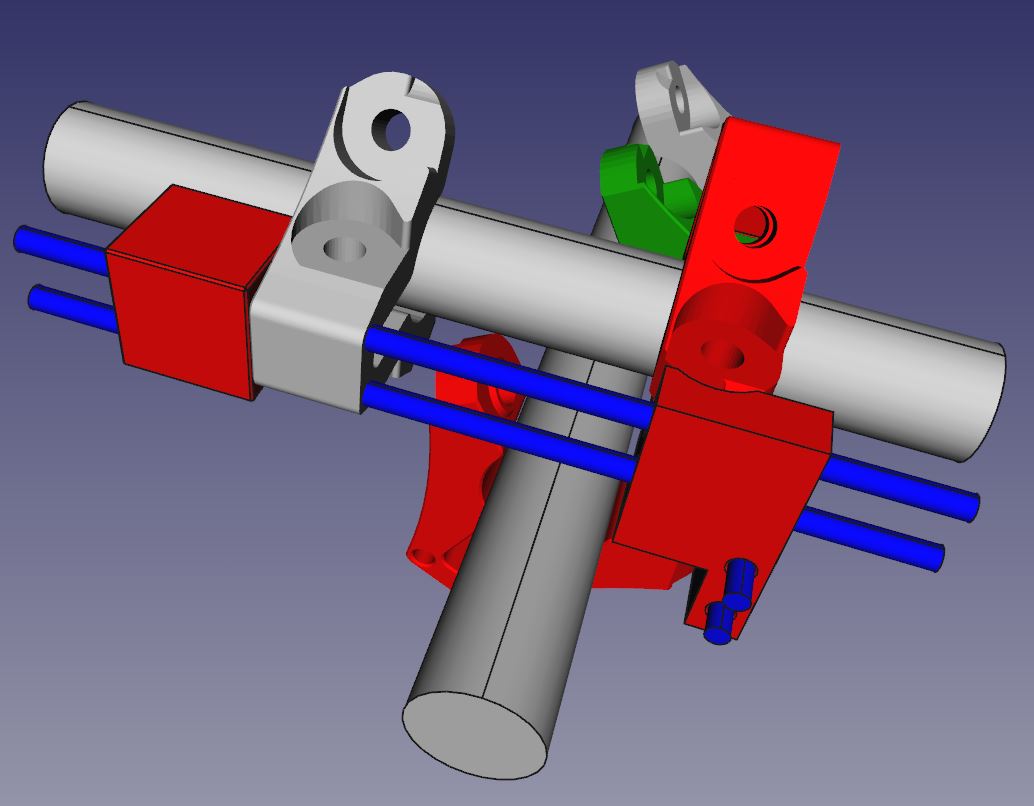
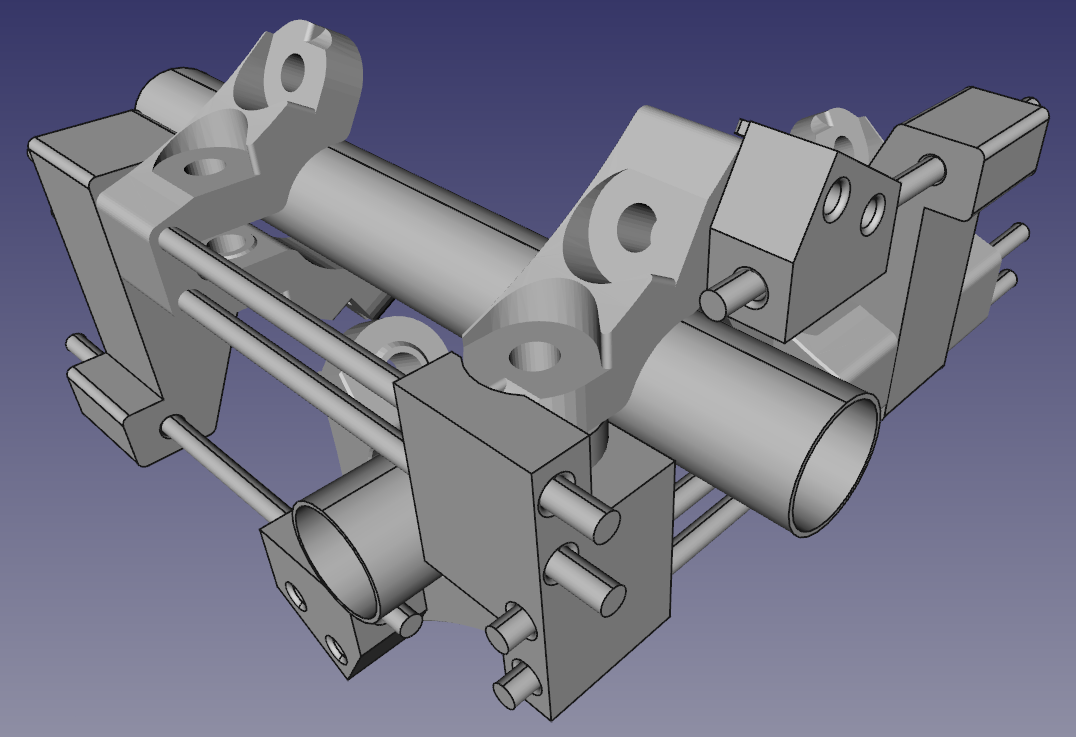
Trying some design I came to the end:
Why not using the standard components and creating some parts for connecting them with additional possibility for adjusting the core pipes!
So I have used the core-clamps with the 2 holes at the top.
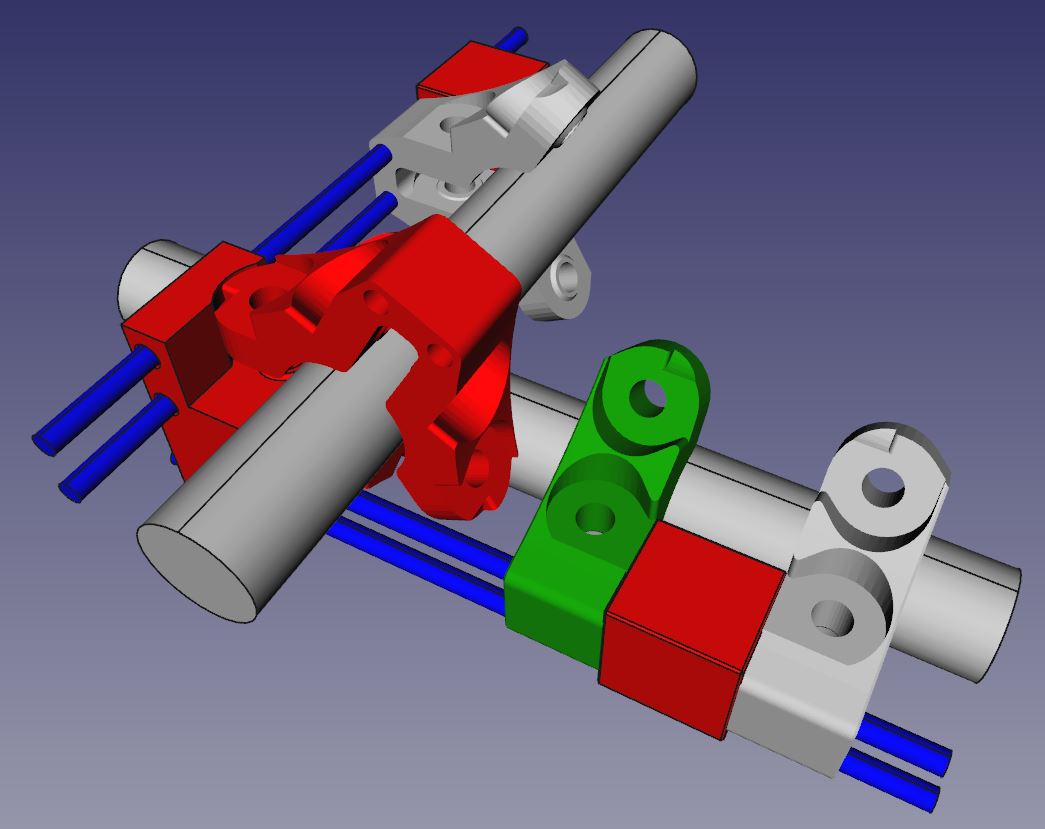
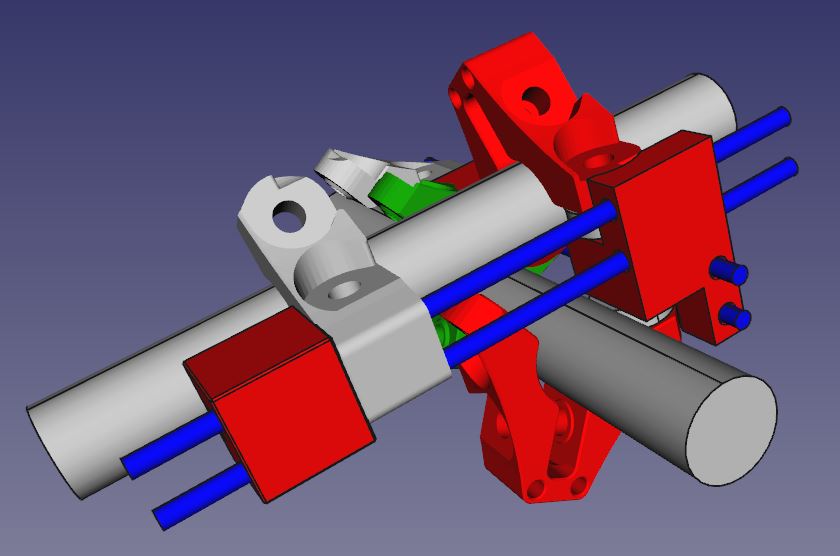
Here the design of my Core Adjustment Tool:
For my Tool I needed to print out 3 of the core clamp (Core_Clamp_F_Primo_V1.STL). 2 clamps I used for the adjustment tool, 1 clamp was needed for replacing the Core_Clamp_Y_F_Primo_V1. Replacing that clamp I lost ca. 5 - 6 mm of my working area (I think that’s acceptable  ).
).

Here the parts I have created additionally to the standard Primo Parts.
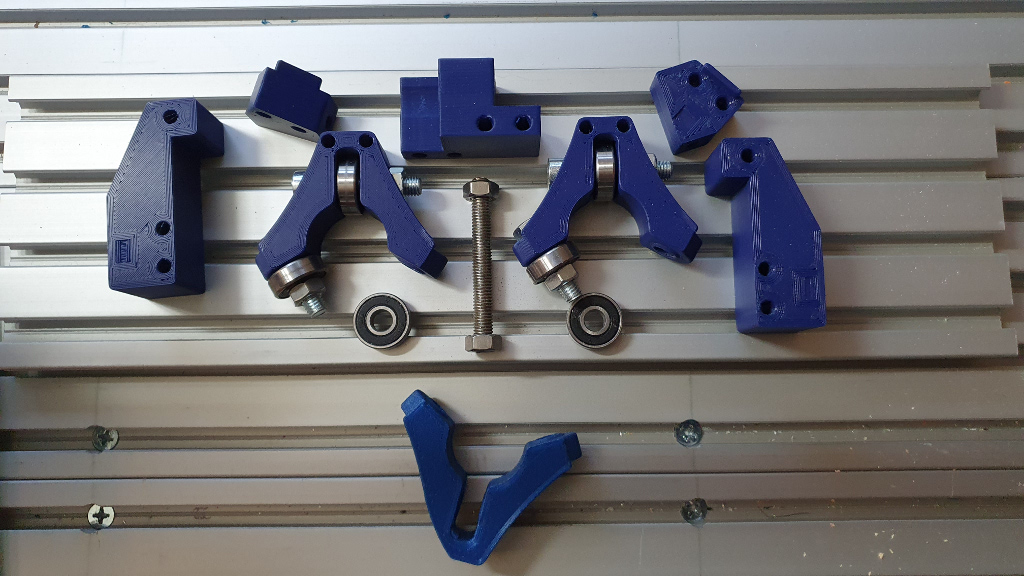
On the bottom of the image above you see the clamp that need to be replaced.
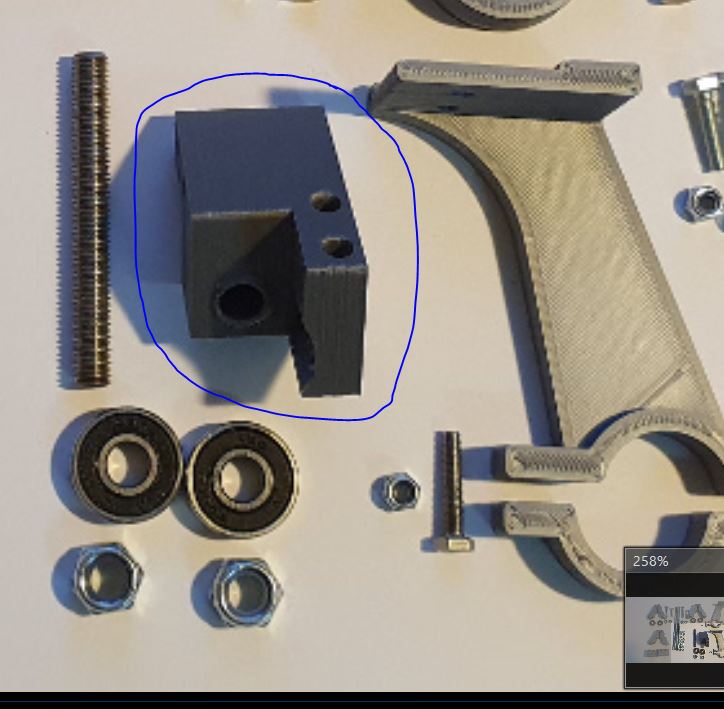
The funny thing was, it worked directly from scratch, I had to print out all parts (except one) only once. All parts with the threat rod, screws etc. directly fitted perfectly.
1 part I had to modify a little bit because while mounting the bearing I saw that I forgot a small feature. Dimension, holes etc. were absolutely correct.
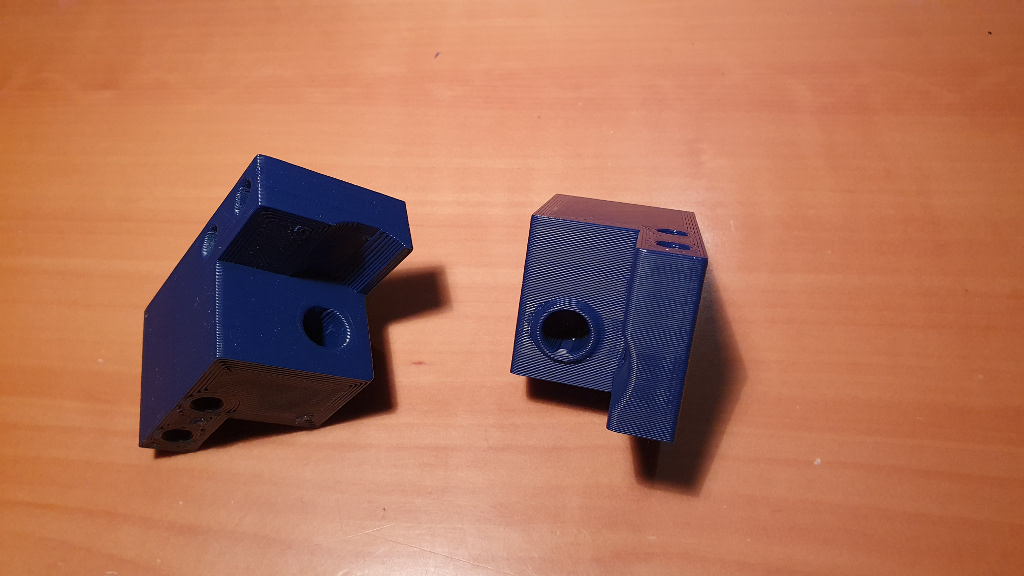
The right part works because with the left part the bearings - of course - couldn’t move.
Beside the printed part I also needed:
4 x threat rod M5 17,5cm
4 x threat rod M5 6cm
2 x threat rod M5 11 cm
1 x threat rod M8 8cm
6 x roller bearing
2 x screw M8 30mm
3 x screw M8 50mm
6 x nut M8
32 x nut M5
32 x spacer
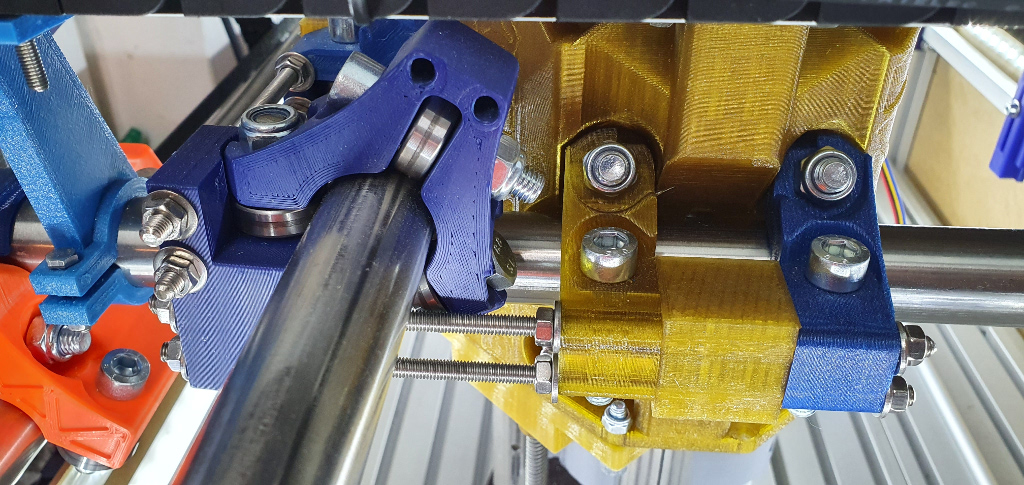
And so it looks with the PRIMO:
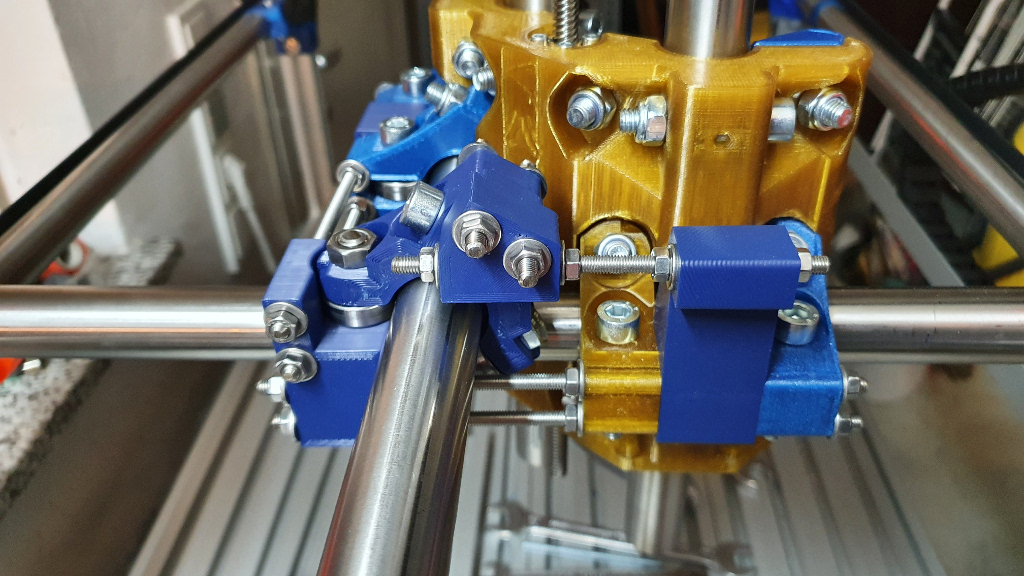
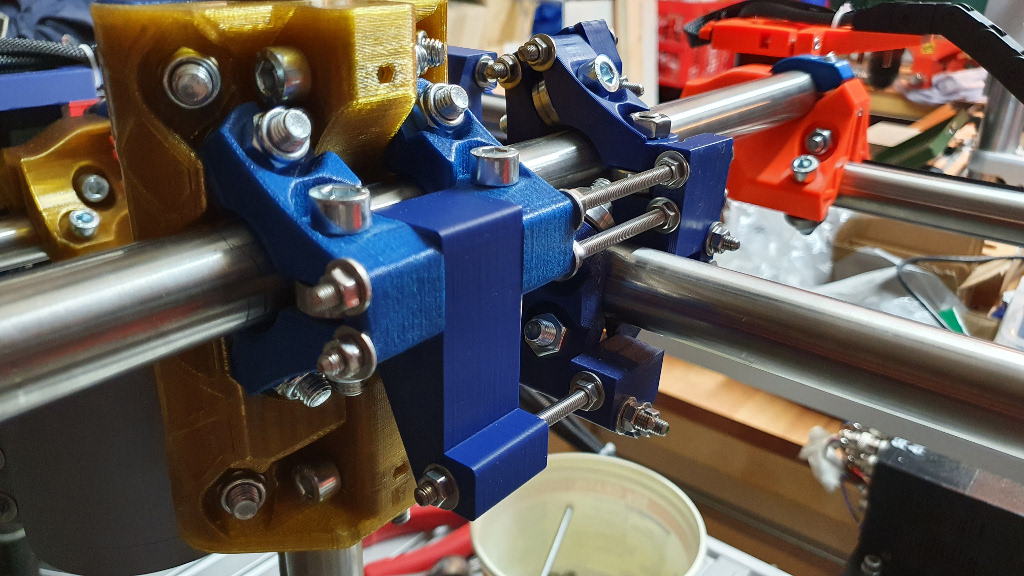
So with that construction both pipes of the core are really orthogonal!! And the stability was also increased a lot!!
Of course, it needs to be said, I think you can adjust imprecisenesses of up to 1 - 1,5°. I do not believe more. If the incorrectness is more than that angle, you will have another problem that should be solved before.
But with this construction it is possible to reach the last optimizations, and it works!! 
Ciao
DJ