Hi, I’m having a problem with my Primo (610 x 460 x 81). I have a build thread (here) so I won’t go into all the details that are already in that thread.
I am trying to make a tray measuring 380 x 380 x 60 using Fusion 360 with a couple of Add-Ins, namely FingerJoints and Dogbone. FingerJoints creates, strangely enough, finger joints for connecting the tray panels together. Dogbone creates the small cutout on the internal corners of the tab slots so that the tabs fit all the way in. These add-ins seem to work well in that they create the required features for my tray.
I have sized the tab slots to be 0.2 mm wider that the tabs themselves to allow an easier fit and make room for some glue.
I am using the Fusion 360 Manufacture module to define the cutting processes and have installed the flyfisher604 post processor. I have used the software to create a couple of other pieces that have cut OK. The machine axes are square. I penned a 280 x 400 (to fit A3 paper) rectangle, and the diagonals were well under a millimetre in difference. The sides of the rectangle were also square when measured with a square.
With my tray, though, the tabs and slots are all being cut over/undersized. The edges are not exactly square either. I suspect it’s a tool settings issue. The cuts in the photographs were done with a 3.175 flat end mill. The speeds and feed settings were copied from the retailer where I bought the end mills suggestions. The material is a piece of laminated flooring, made from MDF by the looks of it, and is 9.7 mm in thickness. DOC was 3 mm.
Sorry that this is a little long-winded, but I have tried to include as much info as I think could be useful. If any further details are required, please ask. Thank you.

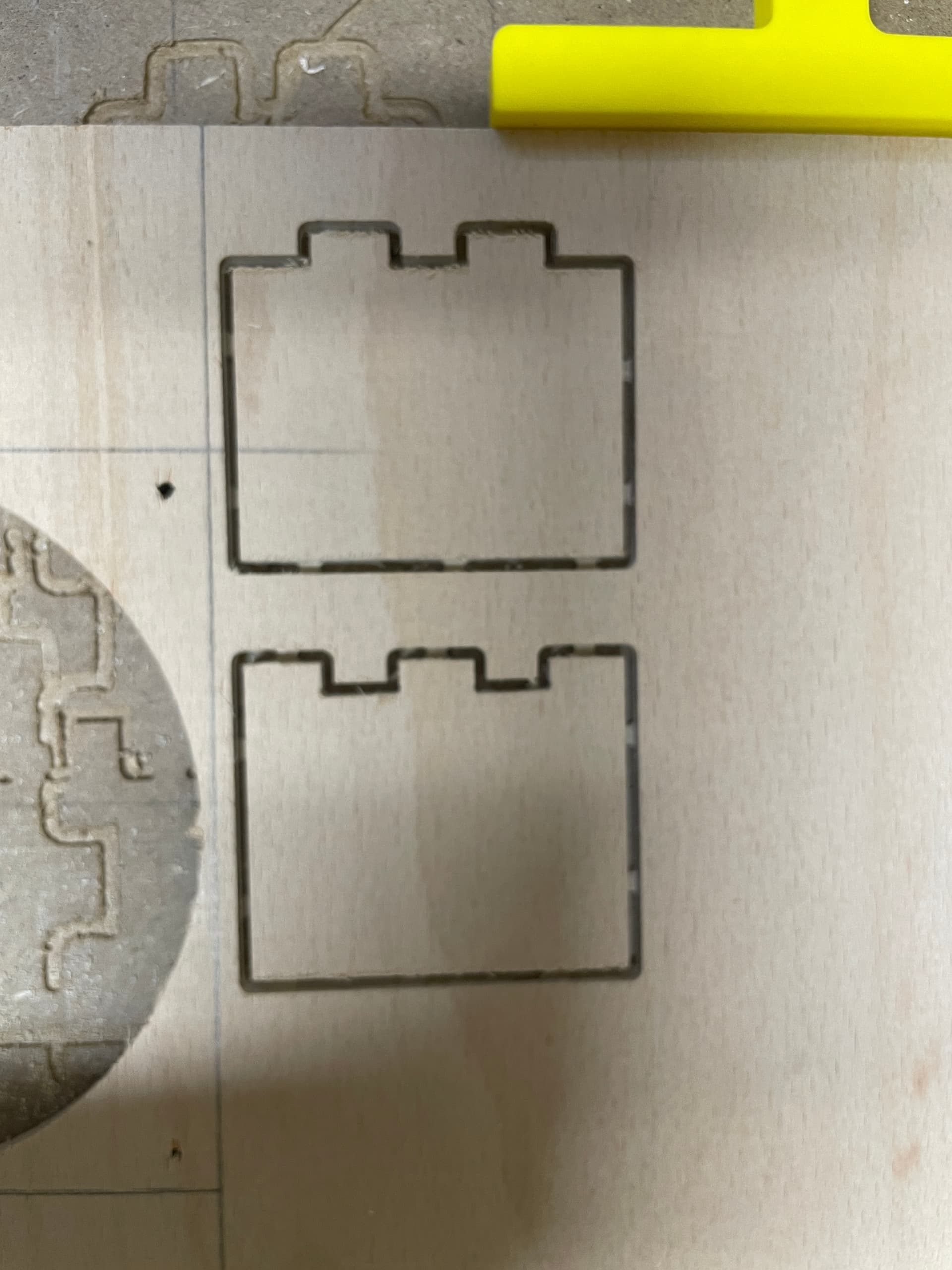
Two corner pieces that should interlock

Two sides that should interlock
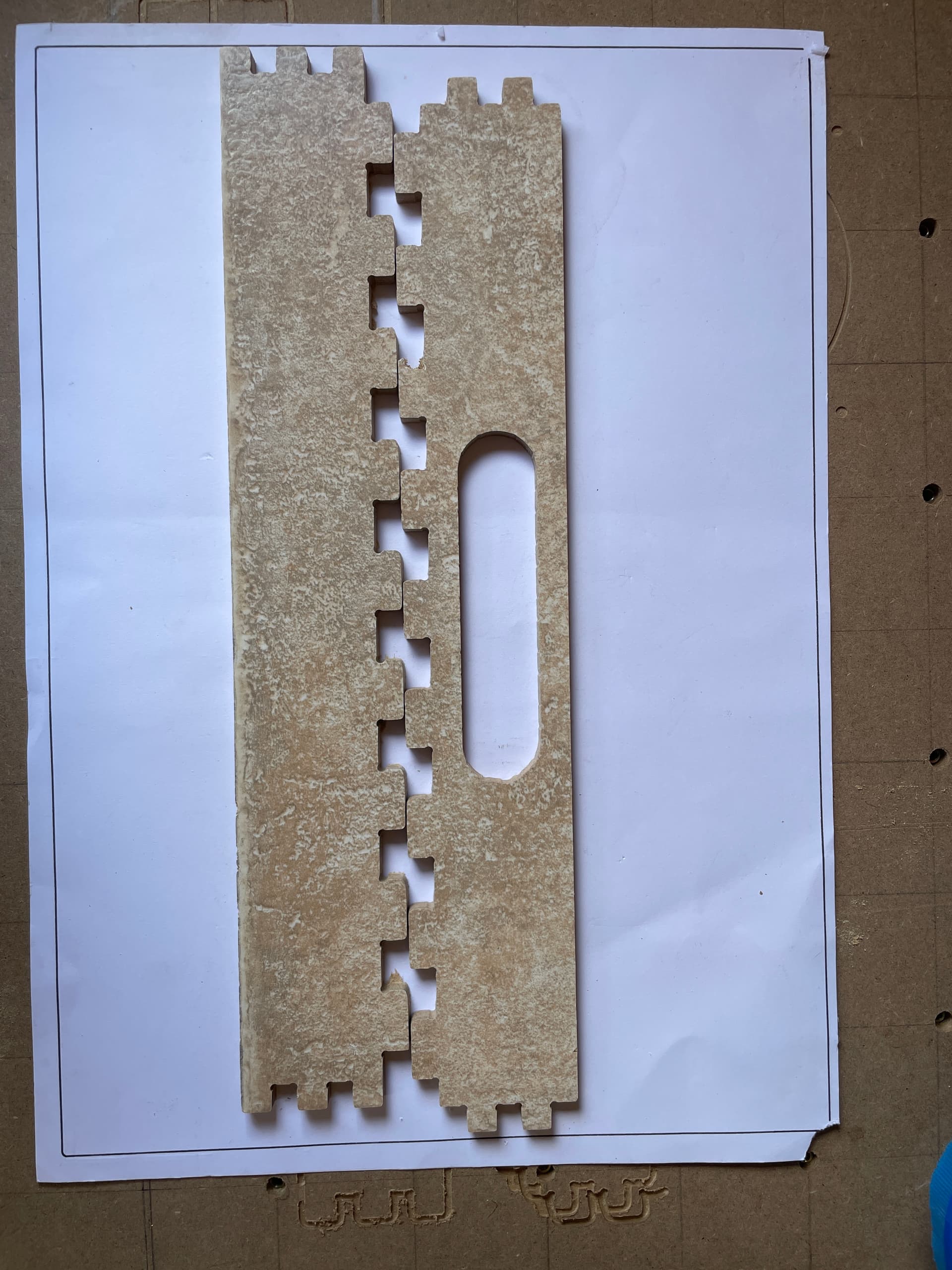
The black square on the paper is the one I created to check the squareness of the CNC (the paper wasn’t quite square on the spoil board)

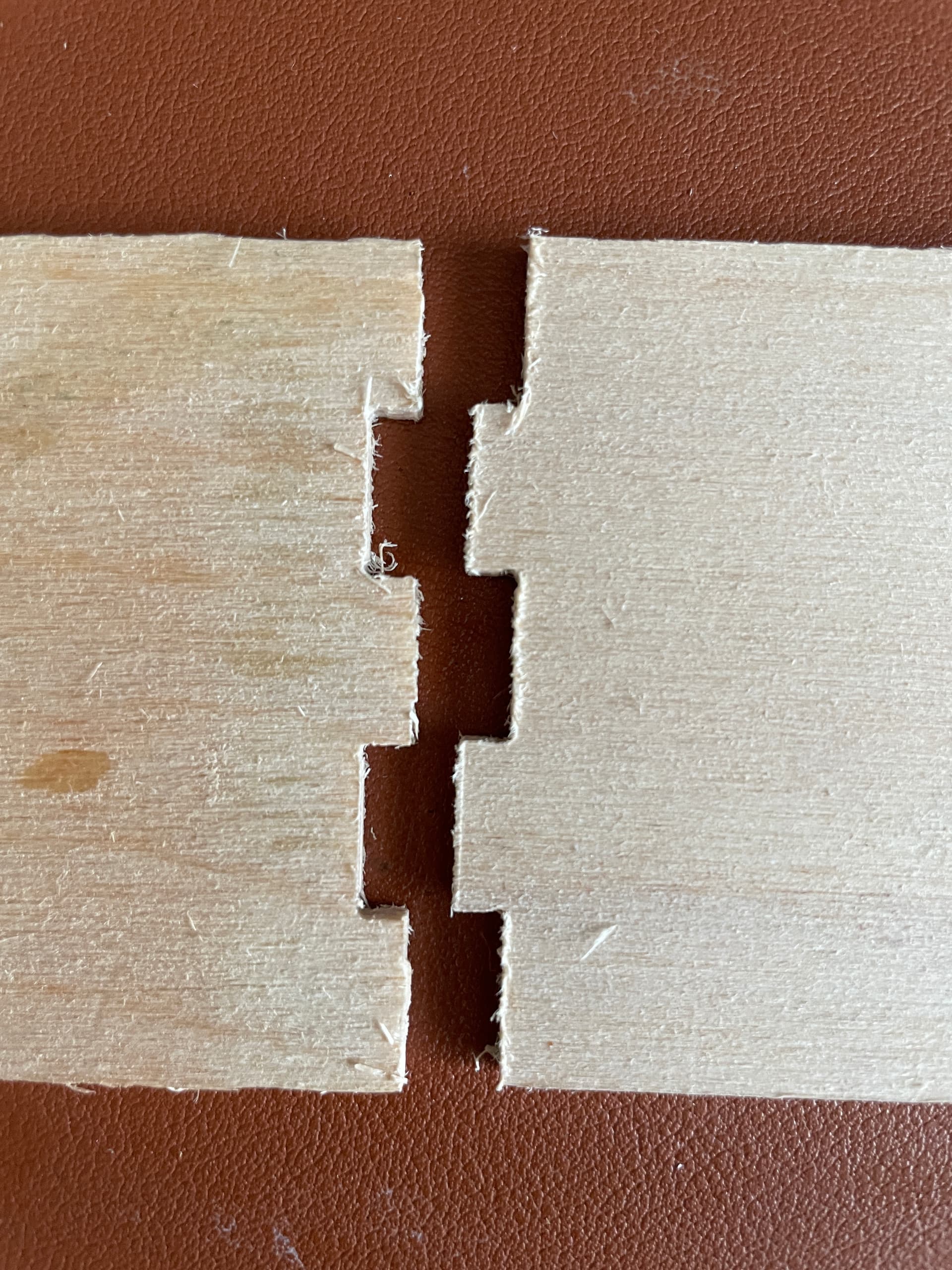
Close up of tabs that should interlock
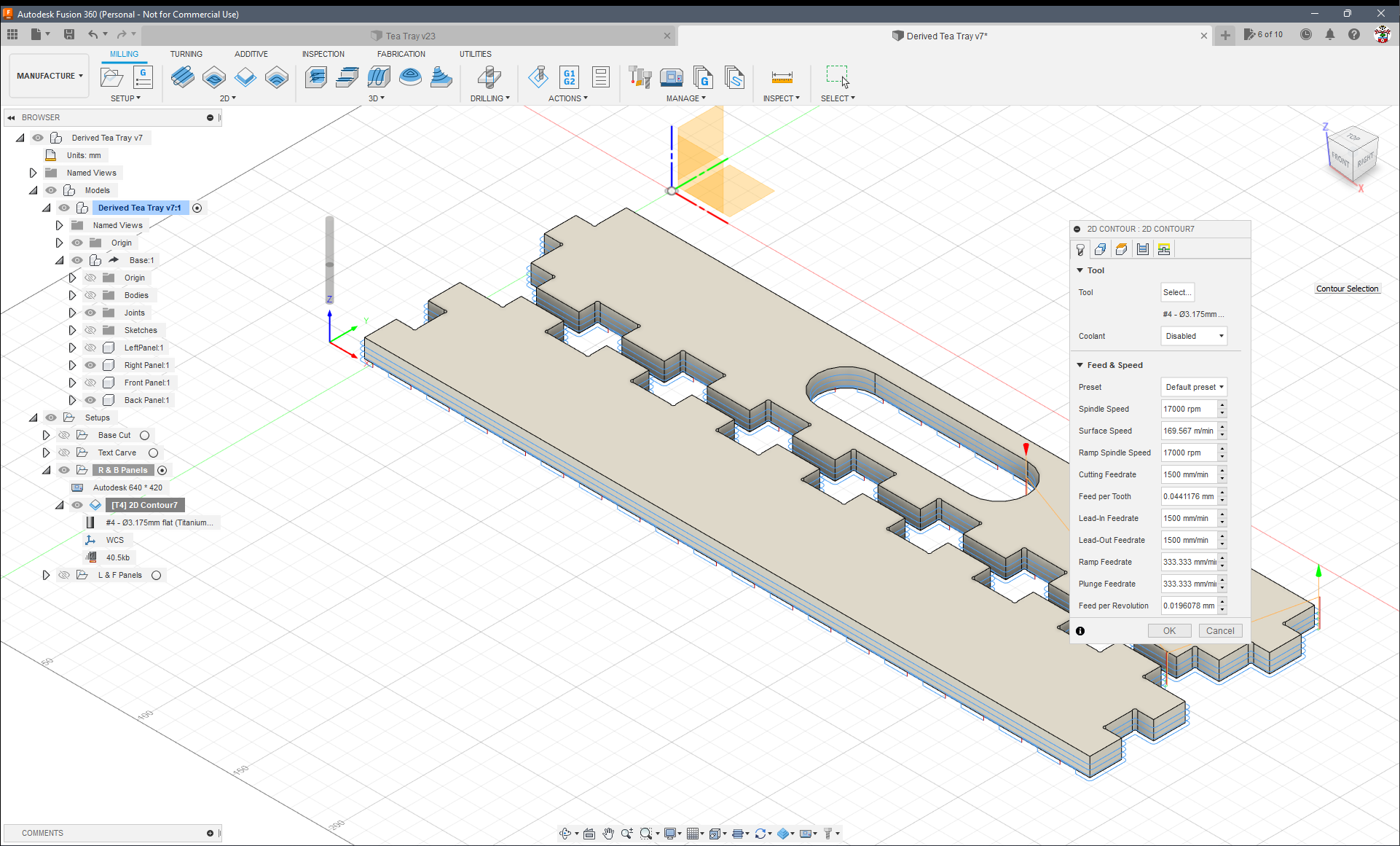
Tool settings
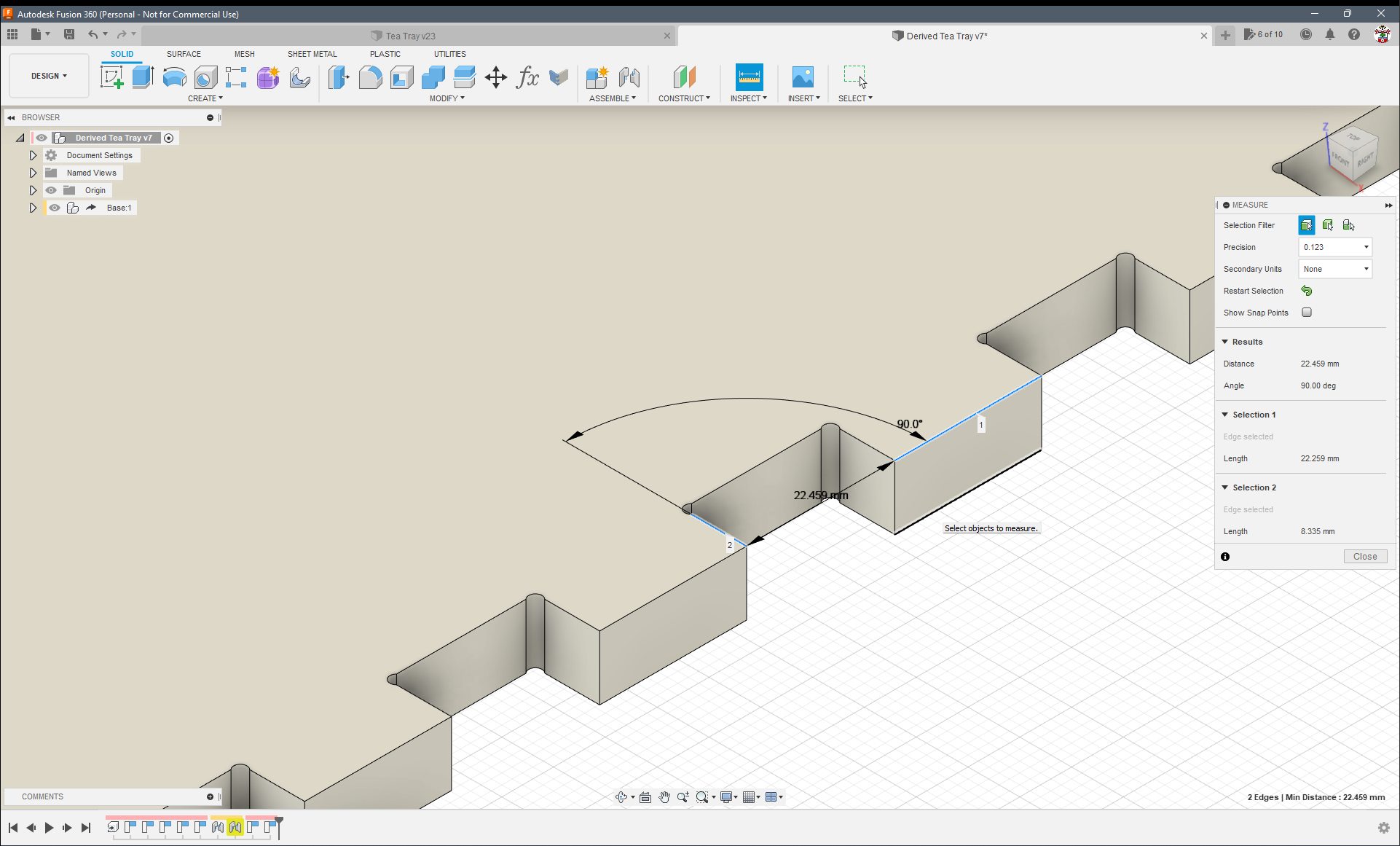
Tab and slot measurements
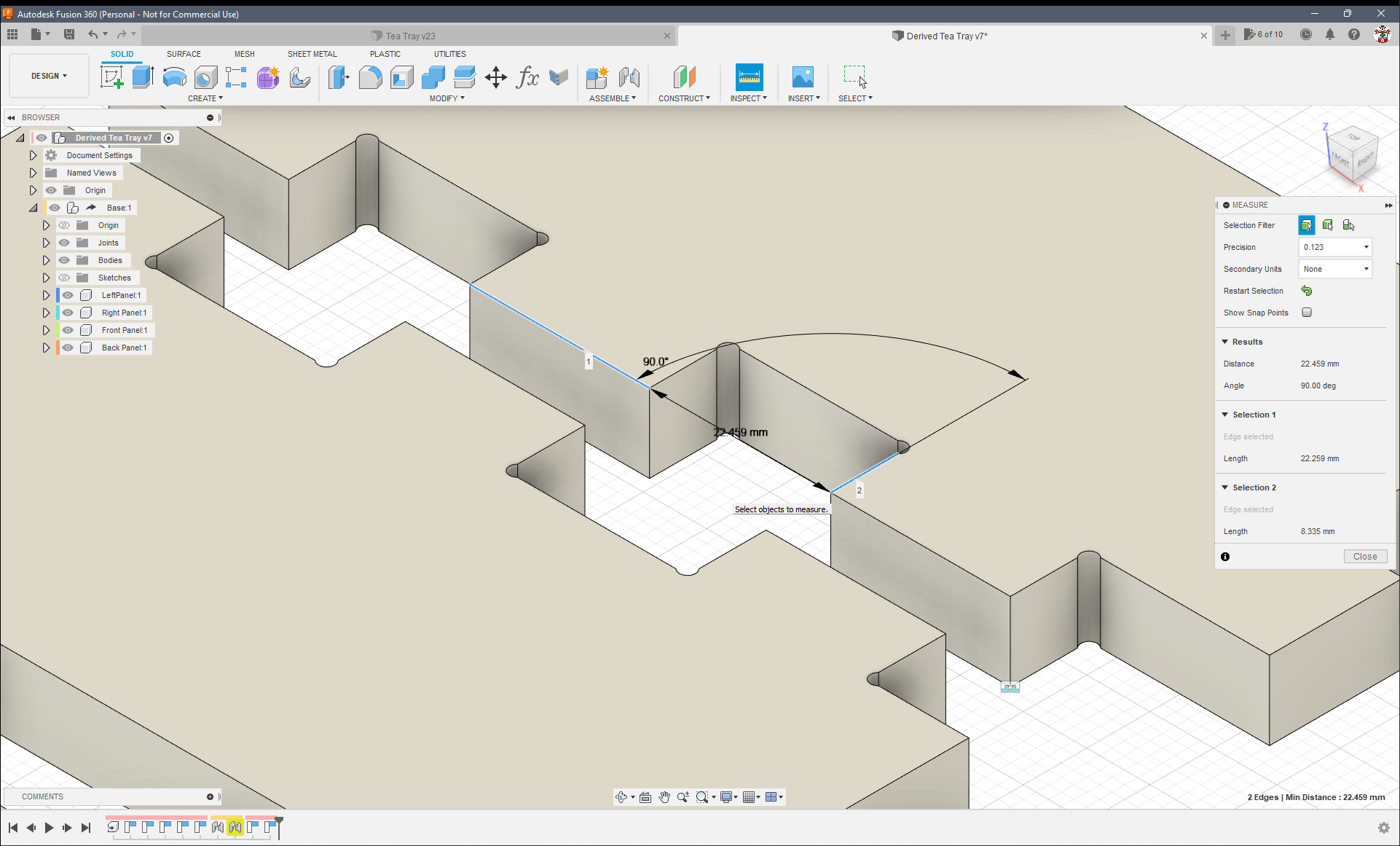
Same as above but different edges
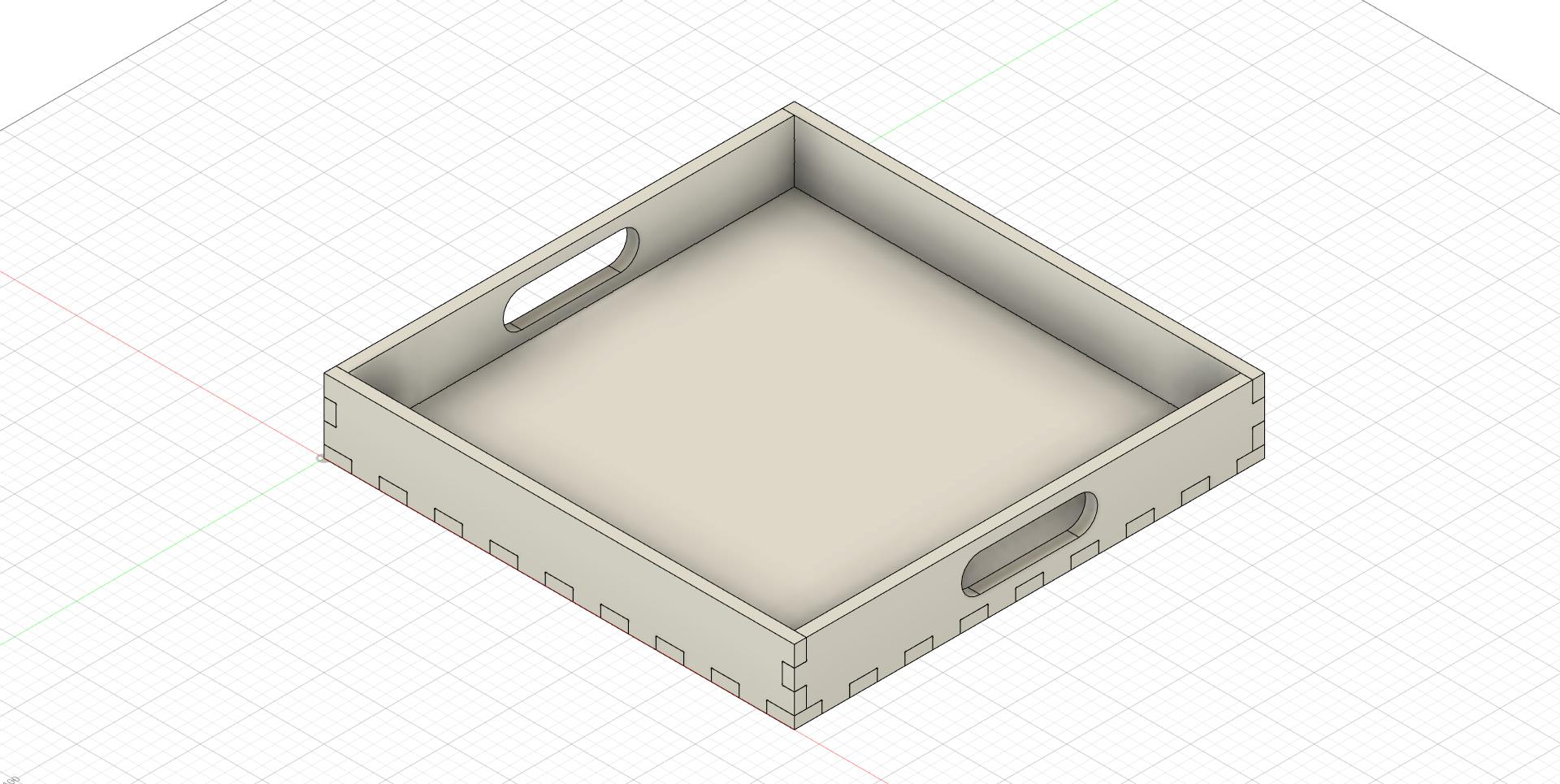
The tray I am trying to create.



 As you can see in my thread, it took me 1.5 years to figure out why my fingerjoints were off (hint: the belts…
As you can see in my thread, it took me 1.5 years to figure out why my fingerjoints were off (hint: the belts…  ).
).