Leo, I just put this in the other thread, but, what if we drop down to 16th stepping instead of the 32. That would cut the amount of data transferred in half correct?
ok, so it appears 1250mm/m at those settings in my last post seem stable on the SD card.
Is that pretty standard speeds? if anyone doing pictures faster? if the answer is no, im fine with that , just curious…
thank you
At .25 pixel res your image quality suffers a bit The spot size on your laser should be about .16 to .17mm if using the g2 or 3 element lens. I would try those settings for best image details.
@vicious1 setting jumpers won’t have the effect you want because the commands are generated buy the laser software. They’re going to get queued and parsed by marlin regardless of stepper settings. Each pixel in the image can potentially have a different grayscale value so each pixel has it’s own g1 move and power command assigned to it. Bryan has done good work to optimize moves with matching power values but In the end this is the nature of grayscale engraving. I think your original suggestion t look at acceleration settings is still a possible cause of ryans problem. The laser gcode is produced with a global feedrate that remainsv constant. If accel settings are too low then they could easily trip the machine up with such a fast flow of tiny movements.
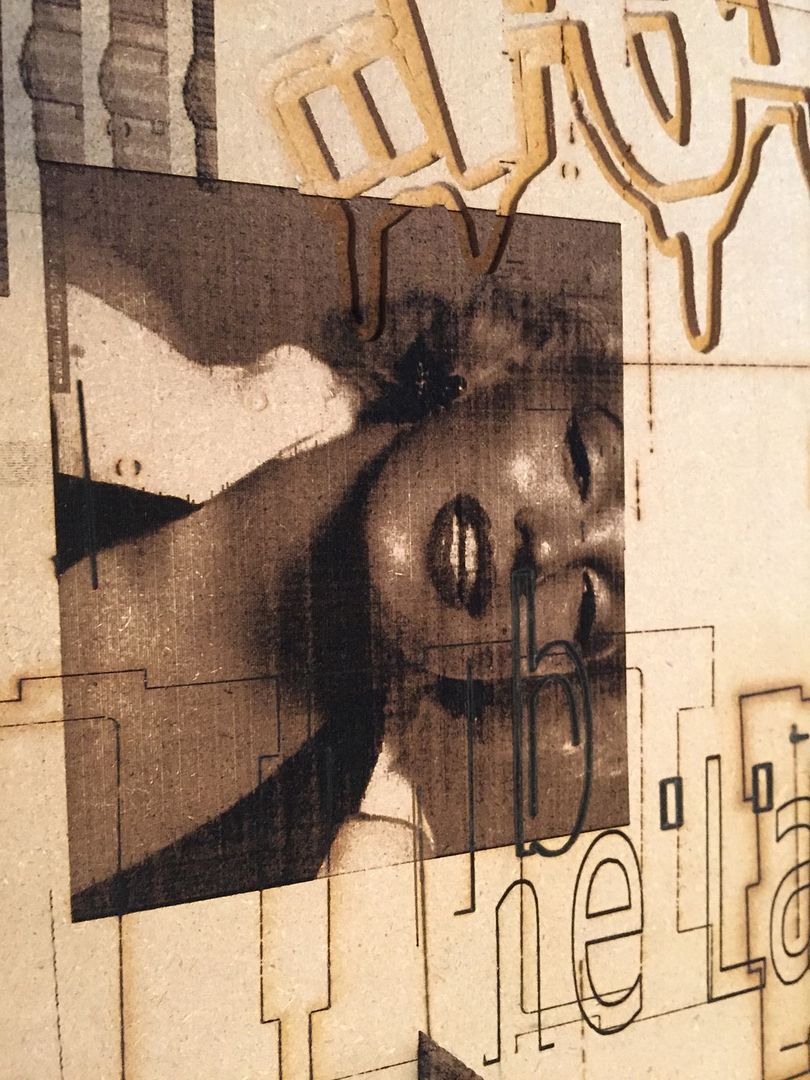
so im printing out a maryln monroe photo right now at 1000mm/m and .17 reso. its actually printing very well, its not stuttering etc. i think its working really well. ill post the pic when its done.
now how to vent this thing. I just got a bid to run a vent hose outside, $1250. YIKES.
so here is the photo…
how does it look to you guys.
knowing that its over top of some old cuts, and burns and etches, but you get the idea.
You can try bumping the speed up 100mm at a time until you see performance issues and at that point you can try increasing firmware acceleration settings with the lcd menu to see if you can get more out of it that way.if you find the movement gets sluggish once per second , timed with xy coordinate refreshing on the display, then we can deal with that issue separately.
IM actually ok with 1000mm/m however you can see on the edges of the image there is sometimes some bleed… so I may need to go down to 800 or less… i dont know how many images ill be doing like this, but it would be nice 
i tried speeding it up via the LCD and it didnt allow for much speed increase before it started affecting things.
Ok but just to clarify, I’m not talking about speeding up the Feed rate. I’m talking about playing with the acceleration setting in the firmware.Jacking up acceleration setting may let you increase the feed rate a bit more. For my feedrate I usually do grayscale at about 1000 to1200mm/min. Might be able to go faster but I’m usually watching a movie In the next room so why bother right? Maybe some other burners will chime In with their usual feed rate for grayscale engraving. The optimization that Bryan added in the later versions of image2gcode will save some time too.
If its between 800-1200 and it requires messing with firmware that may affect other parts of the CNC, then its not worth it… 5-10 minutes on an hour job isnt that big of a deal… I think im fairly ok with where things are right now…thank you leo and ryan for your help on this