I know alot of you guys use fusion 360 but there are also free maker licenses available for SOLIDWORKS. I happen to have access to a full license through work. So I thought I’d write a post processor for MPCNC. I just created my first proof of concept and was able to send my gcode to my machine through Repetier Host. If you watch the video I still have some speeds and feeds to work out, I’m guessing the first big jerk at the beginning of my code is the rapid speed needs to be adjusted. Here is the video https://youtu.be/5-vueR-JuzY , it’s just a dry run. And I am still building my machine so no comments on how ugly it is.
Cool! When you get it close post some code here and we can look through real quick to check for any issues. Marlin used to need feedrates on every line but we now can use G0 and G1, but because of the Z axis it is still best to use a feedrate for every line and a different rapid for Z.
Hopefully I’ll get some posted for you to check tomorrow. Everything seems to be running fine now. Once I get it all dialed I’ll do a full video on how to use it and maybe even how I made the post processor in another video.
Ryan, thanks for looking at it…seems to work just fine so far I haven’t seen any errors from repetier-host.
I am still getting the whole thing figured out, but any errors seem to be operator and machine specific
[attachment file=102914]
[attachment file=102913]
I have attached the post processor I am currently using if anyone would like to try it(I am not responsible for any damage caused) Keep in mind you will need to setup a machine in SOLIDWORKS cam that references this post processor and adjust your speeds and feeds. I just copied the default metric and adjusted its settings and the post processor it was set to use.
be noted that marlin doesn’t support g40, g43 (tool length compensation). also it seems that g80 have different meaning then in cnc world.
so it will be interesting to see how you solve multitool milling. I guess it possible only with help an external host software like cncjs that will be expand M6 tool change command to appropriate sequence of commands
What does a tool change look like in Estlcam or Fusion? I can probably have the post inject code before or after the tool change. Currently I ha e just been running one tool at a time… would be helpful for the last carve when I had to manually line up my endmill cut.
Thanks Im looking at the G43 right now and seeing what I can do. Looks like this is why I had the line at the begining of the R on my Ruth sign. Interesting that this doesn’t show as an error when ran.
Adjusted the post, this should work just fine. It looks good in my backplot anyway. I don’t have a z probe setup yet so haven’t worked on adding that yet. My next thing to work on will be tool changes.
Adjusted the post, this should work just fine. It looks good in my backplot anyway. I don’t have a z probe setup yet so haven’t worked on adding that yet. My next thing to work on will be tool changes.
Attached updated Post Processor for SOLIDWORKS CAM. I will try to continue to update this and add features as I see more people using it. I did see a few people are starting to get their Maker Licenses. I will always try to remove the old Post Processor and add a new one at the top.
First, thanks for taking the time to develop and post the SW Post files. I’m running SW2019 SP3 (the latest version) and I just tried your file. It accepts the post file as valid in the machine setup screen, but when I click the “play” button in the create post screen, it just sits there. The code doesn’t scroll by in the window on the bottom like it normally would and no file is ever created. Have you run into this problem? I have been using a GRBL post and a Laguna router post with my MPCNC with some luck from SW, but there are quite a few things they both do wrong for MPCNC, so I was really excited to see what you made.
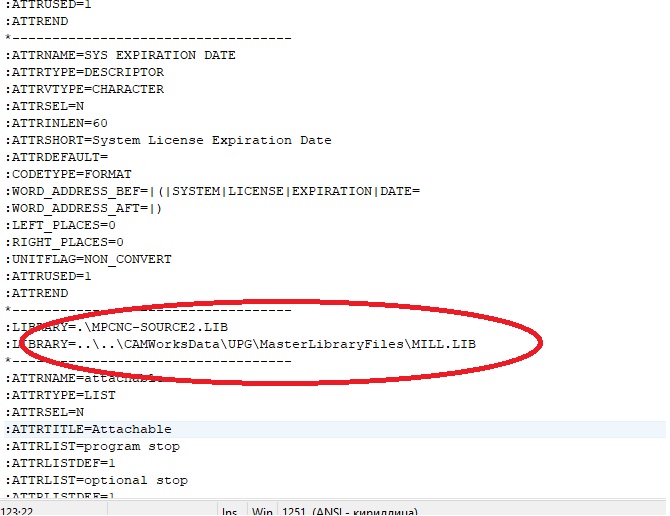
I tried opening the .SRC file in UPG to see if I could figure what was wrong and it said it could find the .LIB file. I’m wondering if that is the problem I am having running the post in SW?
Anyway, thanks again and I look forward to your thoughts,
Thanks for the reply, I added the .LIB file to the ZIP at the top. Hope it works out well for you, It still needs some work but you can use the UPG to add or remove whatever you like.
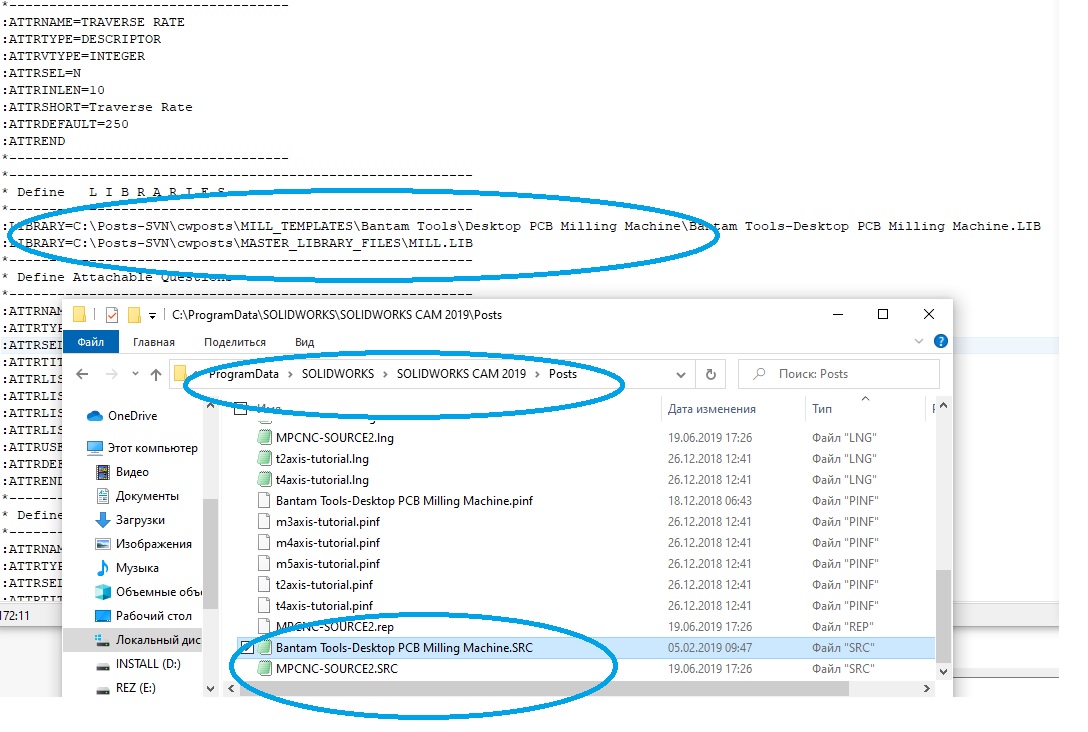
I figured out what was causing my SolidWorks to freeze and crash with the MPCNC-SW Post. If you open the file MPCNC-SOURCE.SRC in the EControl editor, click to the Library Files drop down and correct the library location for the Mill.lib location to where it is on your machine. That worked for me at least. I am trying to recall if I opened the file back up in UPG and recompiled it or not…I got a little lost in changing multiple things. Anyway, this changing of the path definitely made everything happy again. The only challenge now is that the post still outputs G81, 82, 83 drill commands and Marlin doesn’t support them (although I see a lot of traffic about people working on that). When it gets to drill operations, it just stops and homes.
Dave