So I’m setting up a sign to cut for the guy that hooked me up with the stainless. He owns a custom cycle shop and I’m doing this as a gift. It’s a concept piece that I’ll be using shiplap for the sign using his logo. I set this up as a 24" x 36" carve and ESTLCAM is saying it’ll be a 12 hour cut. I set the overall cut depth to 3.8mm using a 1/8" ball end mill. I haven’t gotten into bit changes yet. But what are some methods I could employ to speed up the process? And… how acccurate is that cut time estimate from ESTLCAM?
Can you give us a hint on what the job looks like? There are a few tricks.
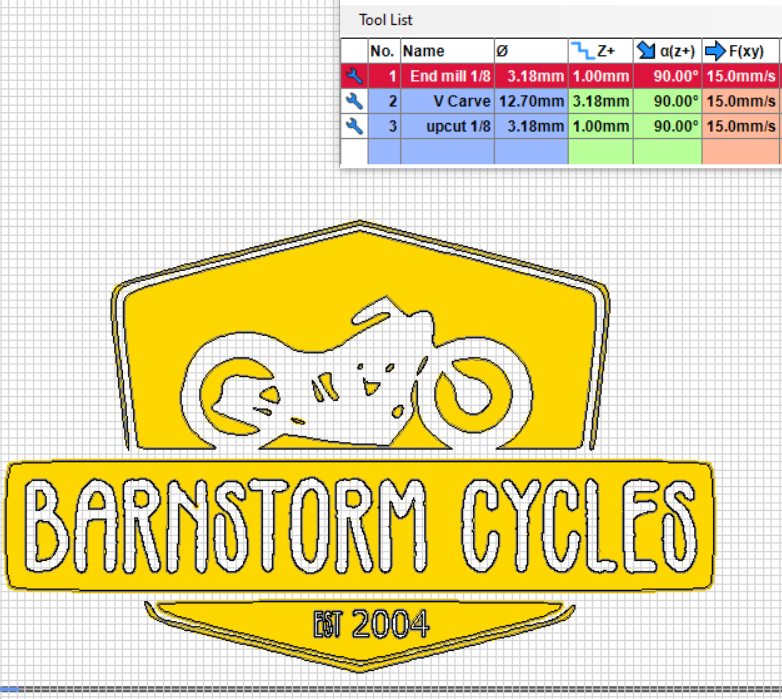
Screen shot of your tools table will help too.
I cleaned up his png logo in Inkscape and exported as an svg:

Pulled the svg into ESTLCAM and using my 1/8" ball nose end mill setup the cuts:
Ok. That 12 hrs might be right. The trouble is the pockets. Can you instead cut out pieces and then glue them together in layers? Instead of pocketing 1/4" into a 1/2" sheet, cut it out of two 1/4" sheets and glue it together.
Maybe the border around the letters could be proud, the letters could be cut out, and the rest could be cut out, with a full sheet on the back?
So… pockets are the devil. Got it. I’ll edit the png and flip the reliefs so the letters and the cycle get the majority of the cuts. Back to Inkscape I go!
If it was a coaster, the pockets would be great! Just not so much on a big sign.
For a sign that big, I’m guessing the pockets are also very large. You might considering going to a 1/4" flat end mill, which will allow you a larger stepover, resulting in fewer passes. Could then swap to the 1/8 just for the thin details.
1 Like
I agree with going with a 1/4" end mill. I threw your image into Vectric with similar parameters. Just for the clearing (no V-Carve), I show 10.5 hours with a 1/8" end mill. Same job with a 1/4" end mill is 2.3 hours.
For a V-Carve, I am showing ~3 hours with a 1/4 end mill to do the clearing. This is with a 41.5% step over.
Hope this helps.
1 Like
I recently pocketed pine with an adaptive toolpath at .090" DOC and a ~75% stepover on 1/4" mill… The machine didnt flinch.
On the same job I ran .25" and .375" pockets at full depth adaptive, but of course reduced the stepover significantly and got a bit of chatter. I even had chatter at these depths with a .010" finish pass, though to be fair I had a good amount of tool stickout to contend with. There might be diminishing returns on stepover.
TL:DR - If your cut is shallow and the wood soft enough, you may be able to stepover more than 50% of a 1/4" tool diameter, which should greatly reduce machining time.
Good luck!
How do you possibly get more than a 2x speed improvement with a 1/4" bit?
The trouble is that the 1/4" bit will have close to twice the drag. So you need to move it slower or shallower than the 1/8" bit. I would have expected the improvement in reality (with optimized speed settings for the 1/8" and the 1/4") to be between 0% and 50% faster, not more than double.
1 Like
Only if he is suggesting increasing BOTH the tool diameter AND the stepover %. Of course I dont think we know what the OP’s original stepover was on the 1/8 ball.
I guess my point is that if you can increase the stepover and the bit diameter, you probably could have increased the stepover and speed of the original bit. Hard to predict only with the CAM estimates though.
1 Like
Yep, you are correct. I was relying on software too much to give me information. Besides the MPCNC, I have a large format 4x8 machine with a 2.2kw spindle. I have all my defaults set in software and I forgot to set the doc for the 1/4 end mill to match the 1/8 (which would still need to be altered). For my large machine, it would be 1/4 the time, because I could more than double the DOC.
After updating the DOC, I am showing ~ 6 hours to fully cut.