Finally got my machine built and running. Now on to dialing it in and calibration. Any advice or links would be appreciated.
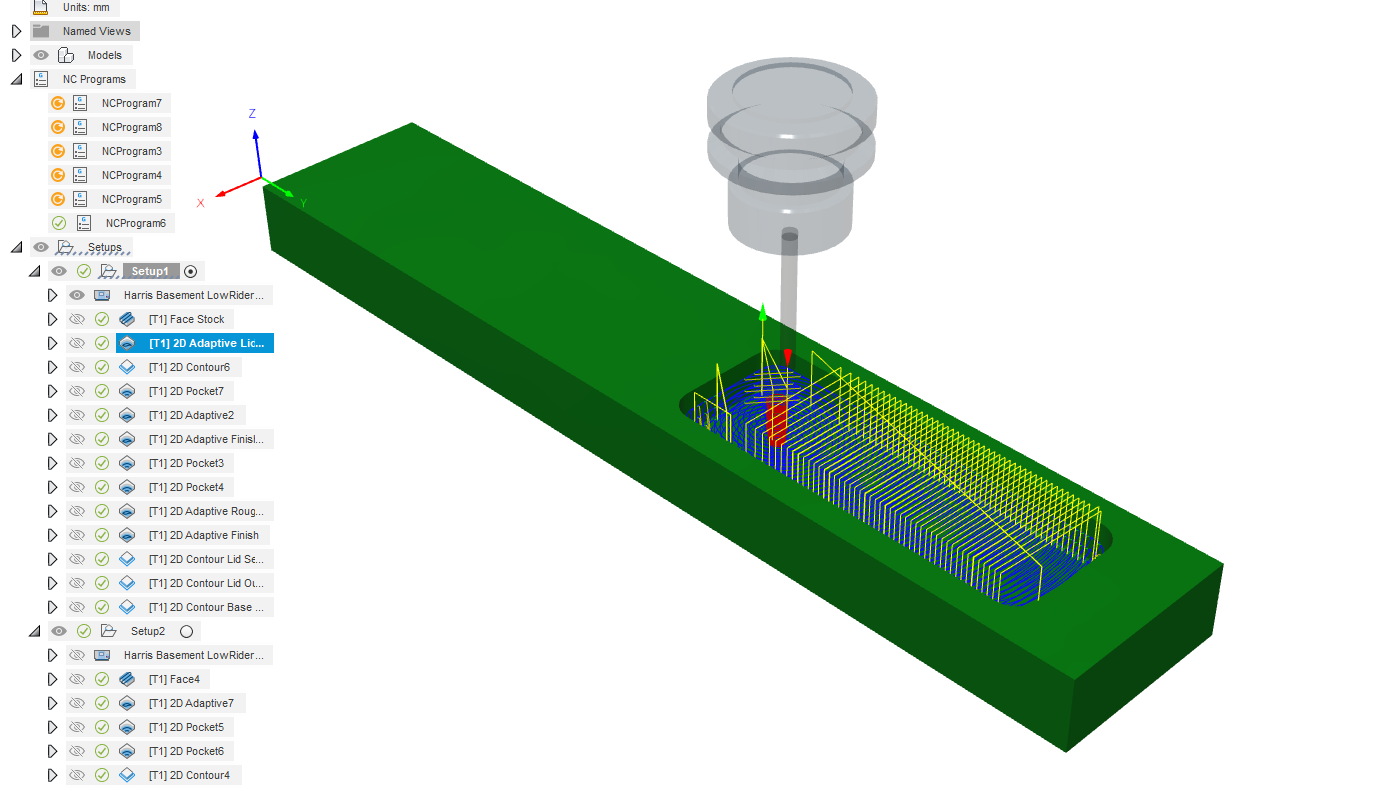
The first cut in the program is a facing operation and it cuts fine. The second is an adaptive cut and the machine seems to lose track of where it is at.
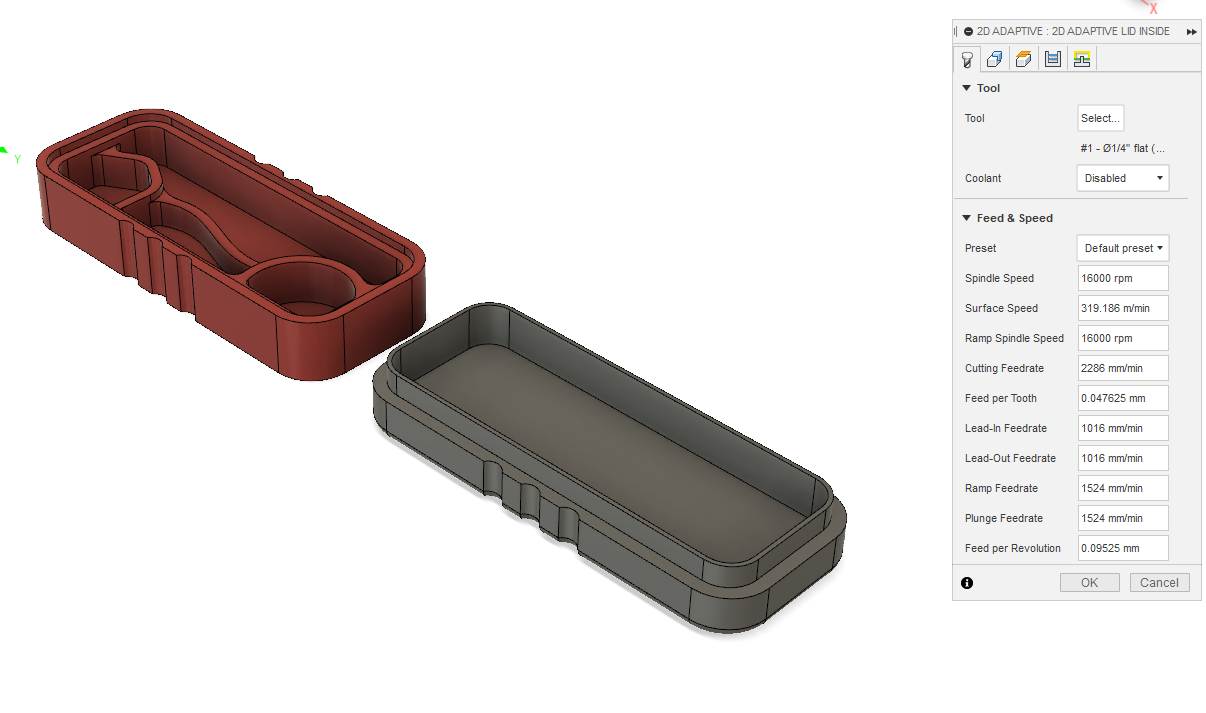
I know there is a ‘milling basics’ somewhere on this website, but dang if I can’t find it again. If anyone knows of a good reference of common bits and speeds that would be awesome.
It seems to get really out of whack when it does the move right after the ramp in where it is cutting in circles until it hits the perimeter of the pocket.
Actual cut Part 1 - This was the best the machine has ever cut. It must know it is being watched! I think there is only one lag here in y2
Actual cut Part 2 - About half way through this video you see the y2 starting to get out of sync. I tried to mark the times in the descriptions
Actual cut Part 3 - Short video, but more of the same issues. I tried a couple different camera angles though.
As soon as I stopped filming the Y2 side completely froze. It was like it got out of sync enough that it wedged against the table. I was watching the pulley on the y2 side where it is marked with the sharpie and I wasn’t seeing any slippage. However as soon as it ‘wedged’, the pulley started completely slipping.
I am going to take the y2 apart and reset the pulley obviously since it is spinning completely now, but I am interested to know if anyone else is seeing issues. I have seen a few posts about amperages on the stepper motors. Would amperage issues potentially cause the y2 to have results like this? or is it more likely that I don’t have something tightened properly?
I am running the configuration with z stops and Y1 and Y2 on separate drivers from the board. (I still haven’t got the homing to work properly, but I will save that issue for another post.)
I took the pulleys apart this weekend and discovered I had the set screws completely below the flats on the stepper axels. I ended up flipping the pulleys over and putting the set screws at the top so I could get them on the flats properly and still get everything to line up.
That fixed the slipping, but I figured out that the belts were actually too tight. Once I got those adjusted better I ran the hole cut without any lost steps.