I’m trying to troubleshoot something that I’ve been meaning to fix.
I’m using Vectric VCarve Desktop to generate my tool paths.
Recently After a 4 hour Job, my kid distracted me at the last second and my v-bit plunged into a really awesome piece - I was wondering if there was a way to change the settings so that the z-axis (or any) doesnt loose its holding power after a cut.
Anyone have any suggestions
I’m running a rambo 4 board without endstops firmware, which is also configured for a laser.
Make sure that Vetric or your gcode sender aren’t sending the disable steppers code at the end of the job. I don’t recall the code off the top of my head, but someone will be along shortly who knows it…
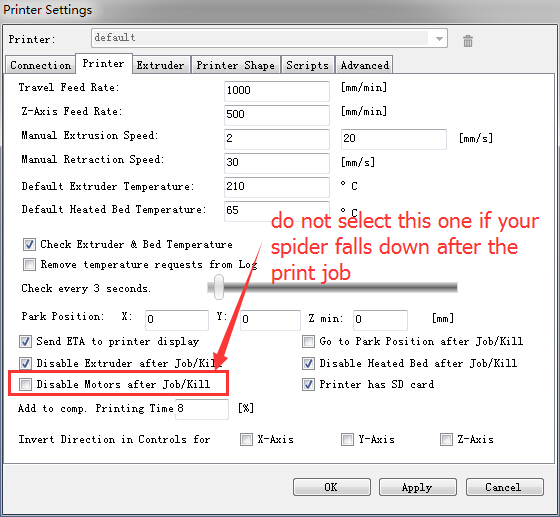
Check repetier host there is a setting to leave steppers on after a job is done. And if you are super paranoid like me drop a ‘M17’ at the end of the post processor to lock the steppers. Its good if you plan on doing a tool change anyways.
Also look for M84 or M18 at the bottom of the gcode too. Those will turn off the motors. The firmware will still drop the steppers after 20 mins of inactivity, so don’t leave your machine unattended.
Then it is probably the gcode sender disabling the motors. The link I posted shows where the setting at least used to be in RH. Is that what you used to send the gcode?
Whatever works for you. Those can be very machine dependent. As long as you are sure the numbers you chose are not going to skip steps, then I don’t see a good reason to move them to the exact same values.
 - I was wondering if there was a way to change the settings so that the z-axis (or any) doesnt loose its holding power after a cut.
- I was wondering if there was a way to change the settings so that the z-axis (or any) doesnt loose its holding power after a cut.